
枕式包装机是一种常见的包装机械,可用于方便面、饼干、馒头、月饼、麻花、火腿肠、雪糕、速冻食品及其他小食品的包装,也可用于医药(如板状胶囊药品),轻化,纺织,日用品(如香皂、IC卡)和零部件的包装。
变频器控制主电机,主电机减速后带动进料输送机和横封切刀,同时,主电机通过无极变速器、差速机构带动送膜机构。包装速度的调整就是调整变频主电机的速度,这个速度决定了包装的速度。
无级变速器是为了调整出需要的包装袋长度。此处的无级变速器将主电机输出的一个分支再变速,使得横切刀速度与送膜速度不一致,从而得到不同的包装袋长度。
差速机构是用来实现追踪控制的,当追踪电机不转时,无级变速器输出直接决定了送膜速度;当追踪电机正转时,(无级变速器+追踪)输出给送膜速度,使得送膜速度增加,从而实现正向追踪;当追踪电机反转时,(无级变速器-追踪)输出给送膜速度,使得送膜速度减小,从而实现反向追踪。
机械机构的传动原理大致如此。要实现设备的自动追踪,则需要电气系统的控制了。电气控制系统的追踪,可以采用PLC或者单片机或者直接由分立的电气元件来实现,只要明白了追踪的控制原理,怎么实现都可以(当然,由于精度要求不同,可能采用的控制元件也不同)。
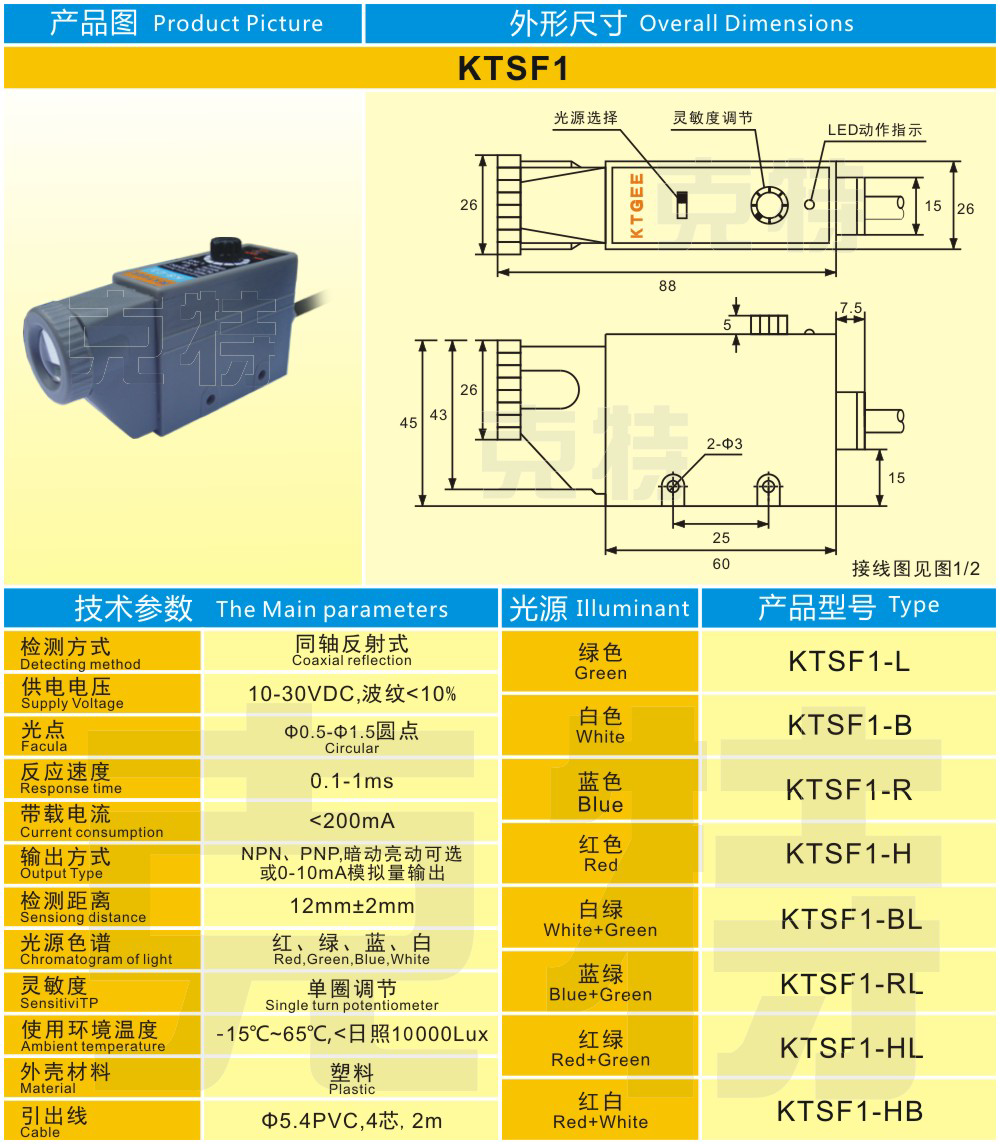
要实现自动追踪,首先需要有一个色标检测传感器(俗称电眼),当电眼有信号(在色标位置)时,控制系统再判断色标位置是否处于切刀啮合位置,如果色标超前,则需要反追,如果色标滞后,则需要正追。
横切刀啮合位置检测一般由2片凸轮和接近开关来检测实现。其中一片凸轮称为正追凸轮,另一片称为反追凸轮。两片凸轮重合的地方即横切刀啮合位置。
正反追踪凸轮与横切刀同步旋转,当电眼信号(色标)来临时:
A如果色标落在正反追踪凸轮啮合处,则认为是正好切在色标位置;
B如果单独落在正追凸轮上,则认为色标位置滞后,需要追踪电机正转,以补偿落后的距离;
C如果单独落在反追凸轮上,则认为色标位置超前,需要追踪电机反转,以消除超前距离;
E如果色标落在两片凸轮之外,则认为色标偏差过大,无法追踪,可报警或停机或进行其他控制。
在这里,需要保证正反追踪凸轮与横封切刀同步转动以外,还需要正反追踪凸轮信号能够前后移动调整。正反追踪凸轮信号前后调整,一般是通过移动2只检测凸轮位置的接近开关来实现的。正反追踪凸轮信号的调整,可以调整切点的前后偏移(即横封切刀与凸轮起始角度的相位差),这样可实现不同袋长不同色标位置下都能顺利调整到切刀切在色标上,(当然,比较理想的方法是直接移动色标传感器—电眼位置,但电眼的移动不如转动凸轮检测开关容易实现)。
上边讲的是普通变频传动枕式包装机械的自动追踪控制。当横封切刀的动力源与送膜机构的动力源各自独立时,就不再需要差速机构、追踪电机以及无极变速器了,一般也都同时取消正反追踪凸轮信号的检测,而采用旋转编码器或者测速齿轮或者伺服脉冲计数,通过控制系统来判定正反偏差补偿。此时的追踪控制变成了送膜机构的速度偏差控制了。如双变频、变频+步进、变频+伺服、双伺服、多伺服传动控制等。但,偏差判别原理还是一样的,即:封切刀位置与色标位置的前后比较。

在线留言